加工中心五轴联动和3+2轴应该如何选择?
随着数控技术的不断发展,多轴联动技术也愈发成熟。分度头的添置和应用让四轴加工中心、五轴加工中心越来越频繁的走进车间。不少朋友对3+2轴是不是五轴加工中心,自己的加工条件应该如何选择产生疑问。解决这一问题,我们先要了解加工中心的构造。
现在的市面上常用的加工中心多为立式加工中心,其中3轴为最常见的方式。3轴加工中心由直线进给轴X、Y、Z轴构成,一般情况下,切削刀具的方向沿着整个切削路径运动中保持不变。在不同的加工行程,造就了不同的机器型号。
3轴加工中心虽然具有高精高效的优点,但是在加工复杂的异面工件时就较为麻烦。由于刀具长度过长,需要进行多次工序增加、多次装夹。同时,重复对刀产生累积公差,易过切也会引起工件的不合格。因此在加工较为复杂的工件时多轴联动加工成为首选。
配备3+2轴技术并不是真正意义上的五轴加工中心
很多朋友都认为五轴加工中心就是在三轴加工中心的基础上,添加2个旋转轴,两个旋转轴先将切削刀具固定在一个倾斜位置,再由进给轴X、Y、Z进行加工。由于第四轴和第五轴是用来确定在固定位置上刀具的方向,而不是在加工过程中连续不断的运行。因此这不是真正的五轴联动技术,3+2轴的加工中心可以满足普通加工中心无法完成的加工操作,但这也并不是真正的五轴加工中心。
什么才是五轴加工中心?
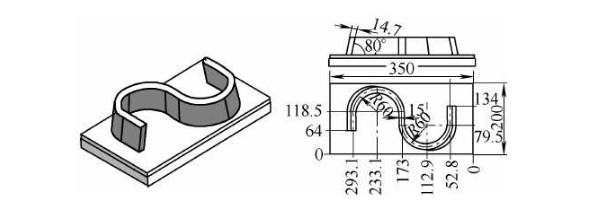
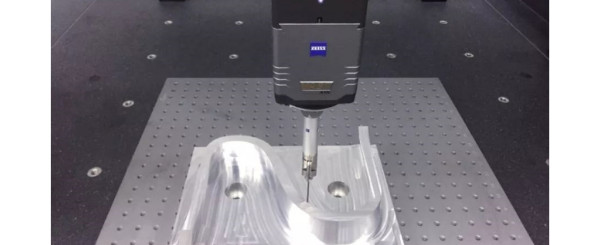
五轴加工中心的显著特征就是可以完成曲面加工。并且在加工时无需特殊夹具,大大减少夹具的使用数量。
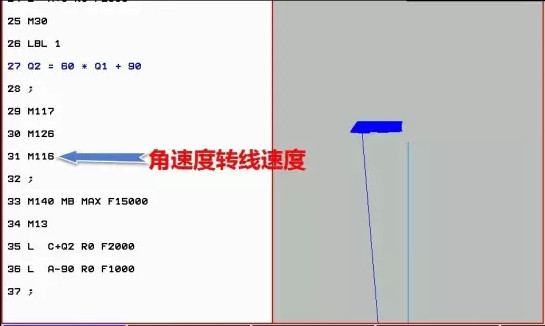
真正的五轴加工中心是具备刀点跟随-RPTC,此技术可以更好的完成五轴联动加工。对于具有RTCP功能的成海五轴加工中心来说,可以保持刀具中心始终在被编程的位置上。在这种情况下,沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持最佳切削状态。当您在五轴加工中心上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。
五轴加工中心不仅可以大大减少操作人员的劳动强度,还可以省去很多装夹过程,减少夹具使用,降低夹具成本。在复杂异面工件的加工领域中,五轴加工中心具有不可比拟的优势。