FANUC五轴数控机床RTCP刀尖跟随和倾斜面加工
RTCP刀尖跟随和倾斜面加工功能是真五轴数控机床特有的功能,现我们用新代数控系统为例子,我们先简单了解一下加工代码的功能,再进行其功能的演示。
刀尖跟随指令-G43.4
指令格式
G43.4 H_;
G49;
G43.4:开启刀尖跟随(RTCP);
G49:取消刀尖跟随(刀具长度补偿取消)
H :刀具号码;
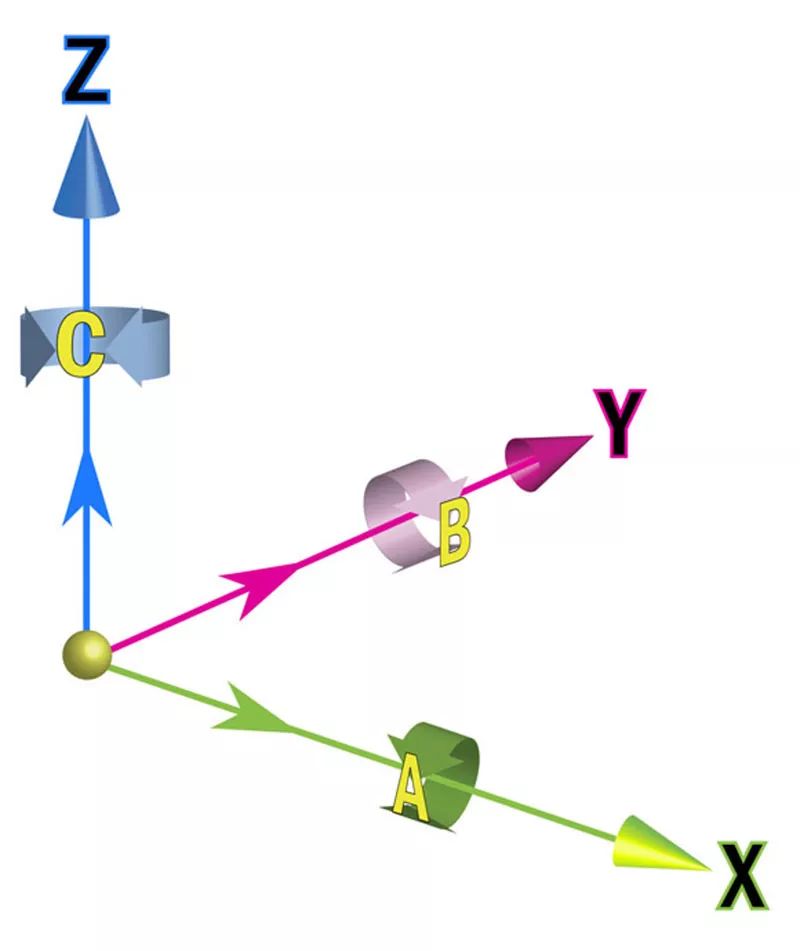
说明:RTCP(Rotational Tool Center Point)即为刀尖点控制功能,在一般机台上,控制器的移动命令是下给刀柄或者主轴鼻端,开启刀尖点控制后,移动命令会改以刀尖点所在坐标来作控制,此功能是五轴加工机特有之功能。
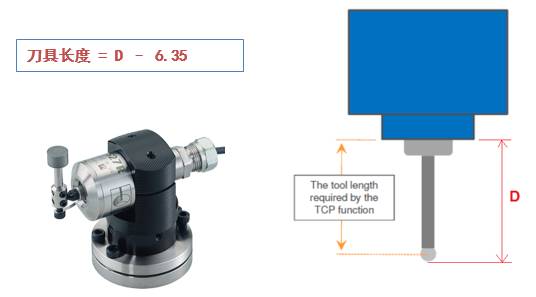
特点:具备RTCP刀尖跟随功能的五轴,计算编程相对简单,使得编程像三轴加工一样便利,既不需预先考虑机床的结构模式及结构特征参数,只要通过对刀设置好工件零点,且其工件在机床上工作台上灵活安装,其工件的加工坐标系与旋转轴的轴心关系由数控系统自动实现计算处理。
倾斜面加工指令-G68.2和G53.1
指令格式
G68.2 X_ Y_ Z_ I_ J_ K_ ;
G53.1 ;
G69 ;
G68.2: 倾斜面加工模式开启
X_ Y_ Z_: 倾斜面坐标系原点(相对于加工坐标系G54坐标原点)
I_ J_ K_: 倾斜面坐标系的欧拉角,对应其X Y Z 的矢量
G53.1 : 倾斜面刀具对正(使刀具轴为Z轴,垂直于加工平面)
G69 : 倾斜面加工模式关闭
说明:在倾斜面加工功能中,对于现在被设定的工件坐标的X、Y、Z轴可以定义进行了旋转及原点平行移动的新坐标系(称为特征坐标系)。通过使用本功能,可以定义空间上的任意平面,并对定义的平面进行通常的程序指令和加工。
特点:针对五轴机床加工带倾斜面类零件时使用刀尖跟随功能时,不能输出圆弧插补及执行钻孔攻牙指令,而倾斜面加工功能可以,并简化了其加工代码,五轴倾斜面加工功能提高五轴加工效率,同时方便用于五轴手工编程3+2定位的简单工件。