蒙皮制造工艺-第三代工艺五轴加工镜像铣
今天给大家介绍一下蒙皮镜像铣切系统:蒙皮镜像铣切系统是为替代化铣加工而开发的新一代蒙皮精确制造设备,具备机身蒙皮、机尾翼蒙皮等单曲面和双曲面蒙皮零件壁厚铣薄、蒙皮切边、钻孔等加工能力。SINUMERIK DGEN(Dual Generic Transformation)功能是SINUMERIK 840D sl运动学变换的一种,可实现双五轴镜像结构机床的镜像控制。
一、蒙皮制造工艺
1、飞机蒙皮结构特征
蒙皮零件是飞机的外表零件,是飞机的重要受力构件。蒙皮零件外形复杂,精度要求高,其厚度方向的精度要求达到了±0.1mm,考虑到飞机减重设计,蒙皮零件设计大量的下陷面,最薄处厚度约1mm,对于本身是复杂曲面薄壁零件的蒙皮零件,其加工工艺一直是制造领域中研究的热点,其大尺寸、弱刚性以及形状复杂使飞机蒙皮零件的数控加工成为制造业的一个难题。

图1:飞机蒙皮
2、蒙皮工件加工现状
2.1、第一代:传统工艺-化铣
飞机蒙皮工件通过拉伸成形或滚弯成形后,通常采用化铣工艺进行后续加工。化铣虽然可以解决复杂凹腔 / 凹面的加工问题,但存在化学污染、耗电量大、消耗铝材无法回收等问题。

图2:第一代-化铣
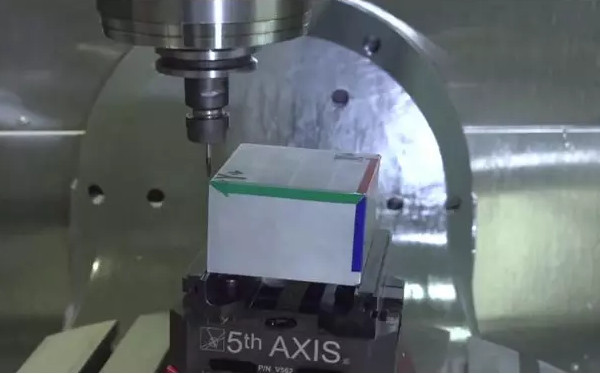
2.2、第二代:数铣
近几年,国内多家主机厂从国外购买真空柔性吸附装置,配以五轴数控铣床加工蒙皮工件。然而真空柔性吸附装置装夹只能对蒙皮曲面进行多点离散支承夹持,在刀具对夹持点之间的悬空区域,特别是较薄蒙皮切削加工时,蒙皮会不可避免地发生颤振,铣切深度和表面粗糙度无法控制,达不到精度要求,因此仅通过柔性夹持装置和五轴数控铣床组合式加工仍无法完全替代化铣。
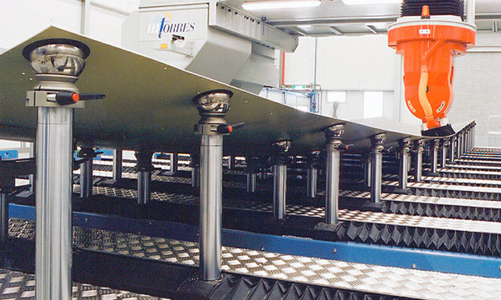
图3:第二代-数铣
2.3、第三代:镜像铣
针对传统蒙皮工件加工存在的问题,一种新技术应用到蒙皮工件的加工中,即蒙皮镜像铣切系统。目前国外法国Dufieux公司和西班牙M.Torres公司研制的装备已在航空制造企业应用。国内大连理工大学、上海交通大学、天津大学、航空工业制造院等单位在双五轴镜像装置、柔性夹具乃至整机进行了研究。
在蒙皮镜像铣切系统中,铣削刀具的位置和姿态与背部协同顶撑装置的位置和姿态时刻成镜像关系,同步协同运动,完成蒙皮加工。蒙皮镜像铣切系统可替代化铣加工步骤及所需设备,一次装夹完成蒙皮所有加工(铣面、铣下陷、铣通窗、切边、钻孔),具有高精度、小污染、能耗小的特点,可实现飞机单曲和双曲蒙皮的先进制造工艺技术。

图4:Dufieux 公司的蒙皮镜像铣切系统

图5:MTorres公司的蒙皮镜像铣切系统
二、镜像铣概述
1、蒙皮镜像铣切系统组成
蒙皮镜像铣切系统是为替代化铣加工而开发的新一代蒙皮精确制造设备,具备机身蒙皮、机尾翼蒙皮等单曲面和双曲面蒙皮零件壁厚铣薄、蒙皮切边、钻孔等加工能力。
该系统包含1台卧式 TORRESMILL机床、1台卧式TORRESMILL柔性夹具以及 1 个顶撑装置TORRESHOLDER。TORRESHOLDER顶撑装置能够在TORRESMILL机床进行蒙皮下陷铣削时,从背后对蒙皮工件进行顶撑。为了获得高柔性化,TORRESMILL机床必须与TORRESTOOL柔性夹具装置以及TORRESHOLDER蒙皮顶撑装置实现集成化和协同工作。TORRESHOLDER集成了超声波厚度在线控制和补偿系统,该系统可检测最终加工完成后的工件厚度,并可实现蒙皮加工过程厚度实时检测和补偿功能。
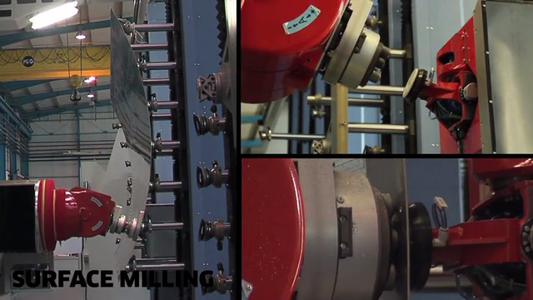
图6:蒙皮镜像铣切系统和TORRESTOOL柔性夹具
卧式结构的TORRESMILL铣床结合TORRESTOOL柔性夹具和TORRESHOLDER支撑装置,为蒙皮铣削工艺提供了柔性化的解决方案,对布局、工件搬运以及整体加工周期起到优化作用。
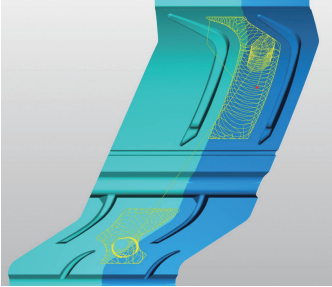
2、蒙皮镜像铣切系统加工原理
蒙皮镜像铣切系统采用8自由度的切削铣头加工蒙皮工件,5自由度的顶撑头随切削铣头同步运动实现蒙皮工件的随动顶撑加工,内置于顶撑装置内部的超声波厚度在线控制系统实时检测加工厚度并进行厚度补偿,确保加工刚性,保证加工精度。TORRESHOLDER柔性夹具与加工刀具形成镜像加工,蒙皮镜像铣切系统加工原理图下图所示。
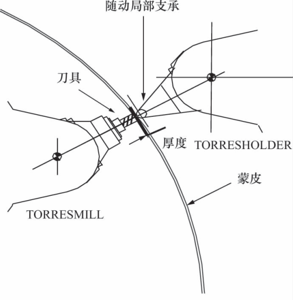
图7:蒙皮镜像铣切系统加工原理图
卧式TORRESMILL机床包含X、Y、Z、V、W这5个移动轴和A、C、U这3个旋转轴,其中W轴 可实现100mm的主轴线性移动,V轴为主轴推头的轴向运动轴,可实现沿W方向轴向运动。U轴为防振颤装置绕刀轴旋转运动轴。为了防止蒙皮加工过程颤振,在钻孔和切通窗过程中在切削铣头上安装带有气动压力制动器的推头装置,将蒙皮工件压紧在背部TORRESHOLDER上。下图 为TORRESMILL铣头工作原理。

图8:TORRESMILL铣头工作原理
三、镜像铣应用现状
航空工业洪都于2013年开始试验,应用于C919前机身和中后机身蒙皮加工。在加工工艺试验和应用方面,对工艺方案、编程方法、加工参数、工装设计与刀具进行改进。在铣削机理和铣削变形研究,基于特征的蒙皮镜像铣快速编程、蒙皮自适应加工关键技术研究和应用等方面形成了成套的技术解决方案。
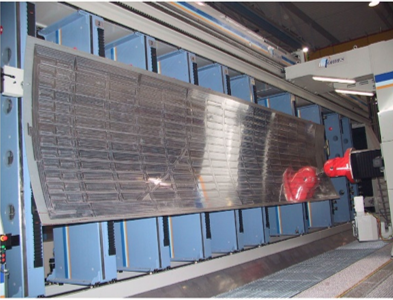
图9:MTorres公司的蒙皮镜像铣切系统
四、使用SINUMERIK DGEN功能实现镜像铣的双五轴镜像加工
1、镜像铣运动分析和系统配置
1.1、镜像铣削系统运动分析
SINUMERIK DGEN(Dual Generic Transformation)功能(选件及编译循环)是SINUMERIK 840D sl运动学变换的一种,可实现双五轴镜像结构机床的镜像控制,其选件订货号为6FC5800-0AN34-0YB0。下图为C-A和B-A镜像结构耦合运动简图,其运动主要包含铣削运动和顶撑运动,即主动部分和从动部分组成,可通过SINUMERIK DGEN在加工坐标系WCS下进行耦合运动。主动部分和从动部分的Base Coordinate System分别为BCSMaster和BCSSlave,BCSSlave相对于BCSMaster的位置用FMS表示。
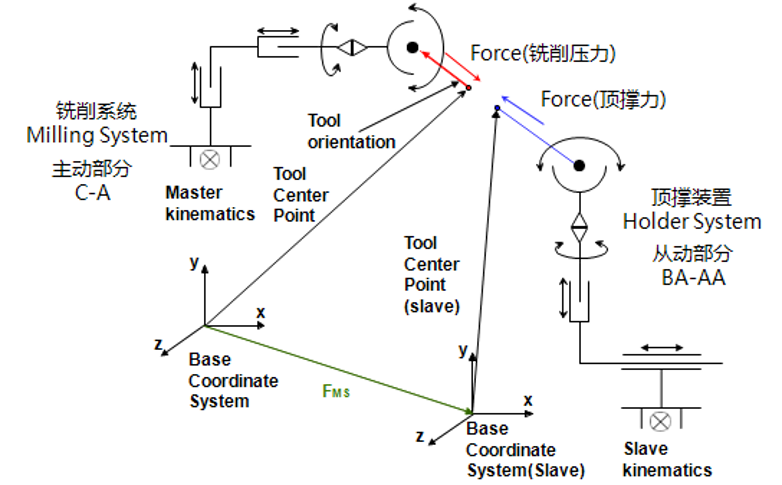
图10:C-A和B-A镜像结构运动简图
(1)主动部分:即铣削系统,为XYZAC五轴结构,主要用于飞机蒙皮铣面、铣下陷、铣通窗、切边以及钻孔加工,加工过程中铣削刀具刀轴矢量为蒙皮铣削位置法矢方向。
(2)从动部分:即顶撑装置,为XA YA ZA BA AA五轴结构,主要用于镜像铣削过程中,在背部对蒙皮铣削区域进行顶撑,防止蒙皮加工过程中颤振。同时,顶撑装置内设置超声测厚装置,加工过程中实时监测蒙皮厚度并将实际厚度与理论厚度的误差传递给SIEMENS系统,SIEMENS系统根据误差值实时调整刀具对加工区域进行误差补偿。
(3)耦合运动:铣削系统和顶撑装置在加工坐标系WCS下进行耦合运动,即刀尖点位置和顶撑点位置之间的距离为蒙皮铣削厚度值,刀具矢量与顶撑装置矢量在同一直线呈相反方向。铣削过程中,铣削压力和顶撑力共同作用,保障加工稳定性。双五轴镜像结构耦合运动指令为X Y Z A C XA YA ZA BA AA。耦合运动机床拓扑结构如下图所示。
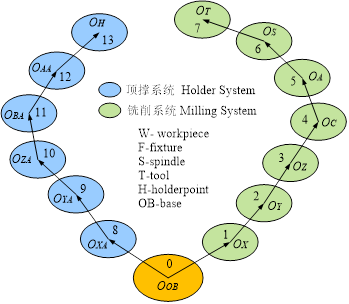
图11:双五轴镜像结构机床拓扑结构
1.2、双五轴镜像耦合运动配置
SINUMERIK DGEN中耦合运动转换主要是主动运动和从动运动通道数据设置,如下图所示。耦合运动通过TRAORI (2)激活,通过CC_FRAME实现铣削结构线性运动平移至顶撑结构(主动→从动平移),其配置如下:
(1)耦合双五轴镜像运动配置
DEF FRAME MYFRAME
MYFRAME = $P_ACTFRAME
MYFRAME[YC2,TR] = MYFRAME[Y,TR]
MYFRAME[ZC2,TR] = MYFRAME[Z,TR]
CC_FRAME(MYFRAME)
从动为五轴运动,定义从动轴:MD 62186 $MC_DGEN_SLAVE_ORI_MODE = 5
镜像耦合运动后的代码为:WCS: X, Y, Z, A, C, XA, YA, ZA, AA, BA
(2)基于OEM的运动变换配置
变换定义:MD 24200 $MC_TRAFO_TYPE_2 = 4100
轴的耦合定义在MD 24210 $MC_TRAFO_AXES_IN_2中进行定义。
变换2的轴分配( MD 24210 $MC_TRAFO_AXES_IN_2 );
$MC_TRAFO_AXES_IN_2 [0] = $MC_TRAFO_AXES_IN_1 [0] (主通道)
$MC_TRAFO_AXES_IN_2 [1] = $MC_TRAFO_AXES_IN_1 [1]
$MC_TRAFO_AXES_IN_2 [2] = $MC_TRAFO_AXES_IN_1 [2]
$MC_TRAFO_AXES_IN_2 [3] = $MC_TRAFO_AXES_IN_1 [3]
$MC_TRAFO_AXES_IN_2 [4] = $MC_TRAFO_AXES_IN_1 [4]
$MC_TRAFO_AXES_IN_2 [5] = 0
$MC_TRAFO_AXES_IN_2[6-10] =从运动通道轴数
(3)FMS配置
通道1激活: TRAORI(2)
通道2激活: MD 62185 $MC_DGEN_INVERT_FMS = TRUE
通道2五轴: MD 62186 $MC_DGEN_SLAVE_ORI_MODE = 5

图12:镜像运动耦合变换
2、SUNUMERIK DGEN应用案例
给出的部分镜像铣削NC程序如下:
N05 TRAORI (2)
N10 THCKTARGET 5.500
N15 POCKETLENGTH (633.074,564.953)
N20 G0 X677.893 Y1150.342 Z156.855 A29.108 C9.316 XA=677.459 YA=1152.983 ZA=152.049 AA=28.688 BA=5.150
N25 G0 X677.176 Y1164.715 Z164.902 A29.633 C9.291 XA=676.737 YA=1167.399 ZA=160.122 AA=29.206 BA=5.247
N30 G1 F12000
N35 X676.445 Y1179.006 Z173.078 A30.156 C9.267 XA=676.000 YA=1181.733 ZA=168.323 AA=29.722 BA=5.345
N40 X677.893 Y1150.342 Z156.855 A29.108 C9.316 XA=677.459 YA=1152.983 ZA=152.049 AA=28.688 BA=5.150
N45 X678.592 Y1135.936 Z148.962 A28.584 C9.343 XA=678.165 YA=1138.532 ZA=144.133 AA=28.170 BA=5.055
N50 X679.275 Y1121.504 Z141.228 A28.060 C9.372 XA=678.854 YA=1124.056 ZA=136.374 AA=27.653 BA=4.961
N55 X679.941 Y1107.050 Z133.653 A27.536 C9.403 XA=679.525 YA=1109.559 ZA=128.776 AA=27.135 BA=4.869
N60 X680.589 Y1092.578 Z126.237 A27.013 C9.436 XA=680.179 YA=1095.042 ZA=121.337 AA=26.618 BA=4.778
N65 X681.221 Y1078.087 Z118.980 A26.490 C9.471 XA=680.817 YA=1080.507 ZA=114.057 AA=26.101 BA=4.688
……
基于SINUMERIK DGEN运动变换和镜像运动模型,实现镜像铣削程序的镜像运动,以大飞机某舱门蒙皮为例进行铣削应用验证。采用上述的镜像运动建模和求解方法生成镜像加工程序,采用基于SINUMERIK DGEN运动变换进行设置,加工后的零件如下图所示。采用测厚仪对加工验证的蒙皮厚度进行测量,测量后蒙皮厚度误差满足公差要求。
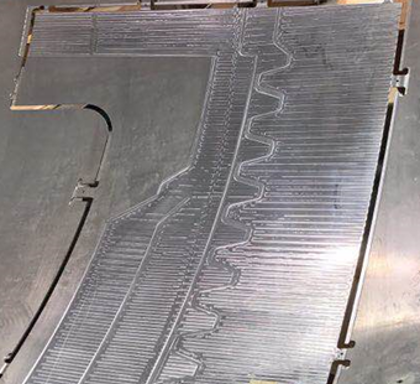
图13:镜像运动控制铣削的蒙皮零件