五轴加工中心加工零件,如何进行走刀路线原则的选择?
五轴加工中心加工零件,走刀路线原则怎么选择?
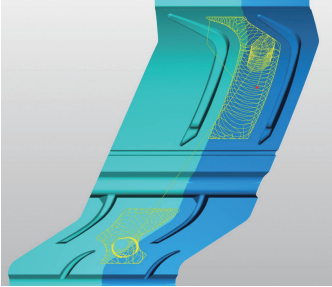
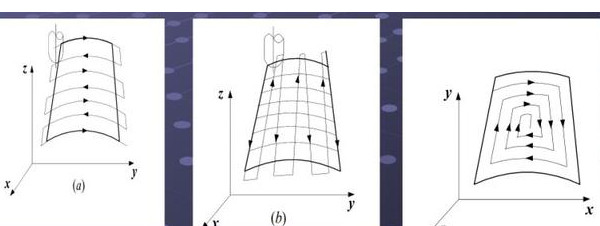
先看图:
曲面加工走刀路线
五轴加工中心加工零件,如何进行走刀路线原则的选择?
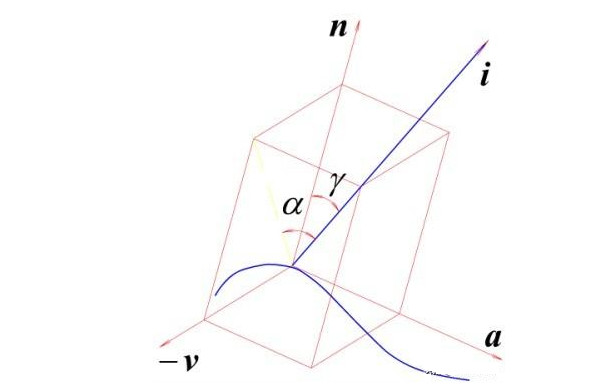
看完上图,我们就需要了解常用刀轴控制的方式
常用刀轴控制的方式有三种:
1.垂直于表面方式
2.平行于表面方式
3.相对于表面方式
五轴加工中心加工零件,如何进行走刀路线原则的选择?
其次要了解切削的深度
切削深度需要注意两个要点:
C1.主要受机床、工件和刀具的刚度限制,在刚度允许的情况下,尽可能加大切削深度,以减少走刀次数,提高加工效率。
2.对于精度和表面粗糙度有较高要求的零件,应留有足够的加工余量。
主轴转速计算的方式:
主轴转速:
根据允许的切削速度V和刀具直径D选择:
N=1000V/πD
其中,切削速度V受刀具耐用度的限制。
进给速度:
要根据零件加王精度和表面粗糙度要求以及刀具与工件材料选取。
选择进给速度时需要注意的某些特殊情况:
1.加工圆弧段时,切削点的实际进给速度并不等于编程数值。
2.复杂形状零件的加工特别是多坐标加工时,如果一进给速度是恒定的,材料切除率常常波动并且可能超过刀具容量的极限,机床各运动轴的速度和加速度也可能超田允许的范围。
3.为了实现进给速度自动生成,必须根据工件与刀具的几何信息计算刀具沿轨迹移动时的瞬时材料切除率。