五轴联动数控机床技术:带 B 轴功能的高刚性万能五轴铣头
应用于立式车铣中心及龙门镗铣中心的万能铣头有两种结构 :一种是 B 轴 手动旋转、主轴旋转利用电主轴的铣头结构。这种结构中,当加工带有角度的工件时(如加 工带有角度的孔,槽时),需调节附件头上的手轮,手工将 B 轴调节到所需的角度,然后进行 加工。此种万能铣头结构简单,B 轴不能参与机床切削进给,价格便宜,但增加了操作过程 中的不安全因素,而且,手工调节角度需要 2 个小时,按现在车铣床加工价格来算,使用此 机床的成本为每小时 3000 元,安装调整过程中的损失为 6000 元,生产效率较低。
另一种结构为即带 C 轴,又带 B 轴的万能铣头。这种结构中,C 轴旋转由力矩电机 实现,B 轴旋转通过伺服电机实现,动力来源为高精密电主轴。这种万能铣头结构复杂,加 工和装配较难。目前,此类万能铣头全部依赖于进口,价格昂贵,维修困难,且受到国外的技 术封锁。

效果
这是一种 B 轴可参与切削进给,且能精确定位的万能 铣削装置。此刀具主轴拉刀系统为 SK50 拉刀机构,此拉刀机构拉紧力大,承受的切削力大, 更重要的是在国内应用广泛。解决了手工调节 B 轴,且不能参与进给的问题,提高了劳动生 产力,降低加工成本,消除了安全隐患。该万能铣头 B 轴定位精度高,且布局合理,拥有足够 的刚性。与引进设备相比 , 结构简单,功能完备,成本较低,可实现大批量国产化生产。
本万能铣头的特点具体体现在 :
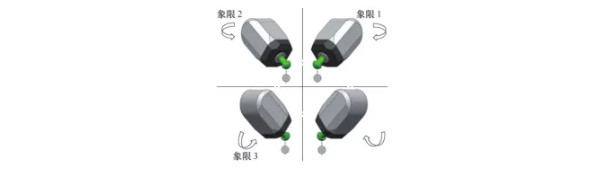
1.B 轴可自动旋转,且可参与机床进给,可以在万能铣头壳体内形成 270 度的旋转 进给加工,定位精度高,且扭矩大,额定扭矩可达 6.68KN。
2.B 轴机构与铣削主轴机构采用齿轮机构传递,而不是电主轴结构传递,设计精 巧,节约成本。
3. 通过优化计算,直角头布局合理,且能承受较大切削力。
带 B 轴功能的高刚性万能五轴铣头
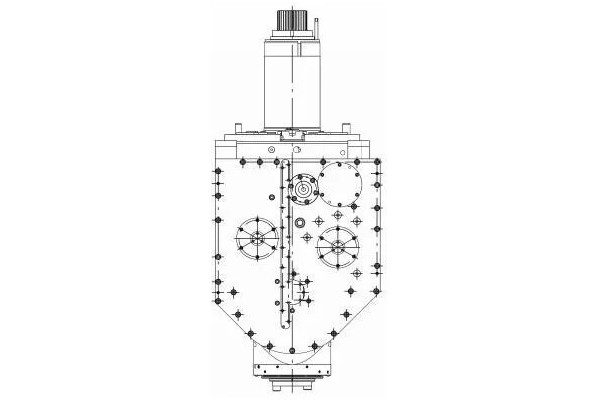
参看图 ,万能铣头壳体为中空设计,下 部中间位置安装刀具主轴,其特征在于万能铣头壳体两侧安装铣削动力齿轮机构和 B 轴动 力齿轮机构。
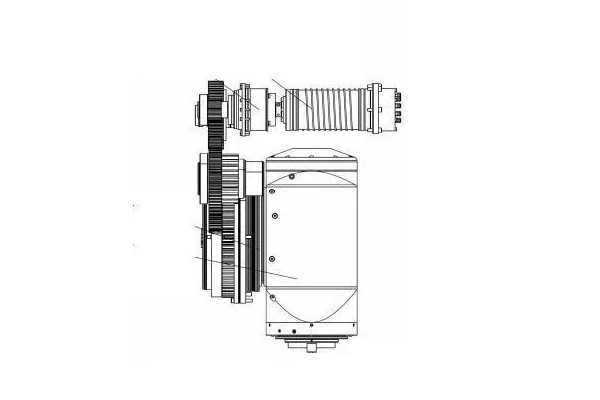
参看图 ,为万能铣头隐去万能铣头壳体的内部结构图。如图所示,图 2a 左侧安装 B 轴动力齿轮机构,右侧安装铣削动力齿轮机构。西门子内置电机 1 安装在万能 铣头壳体内,为 B 轴动力齿轮机构的动力来源,它的输出端连接行星齿轮减速机 2,减速比 为 i=22,减速机的输出端为法兰式输出,通过法兰盘连接 B 轴动力齿轮机构的输入轴。
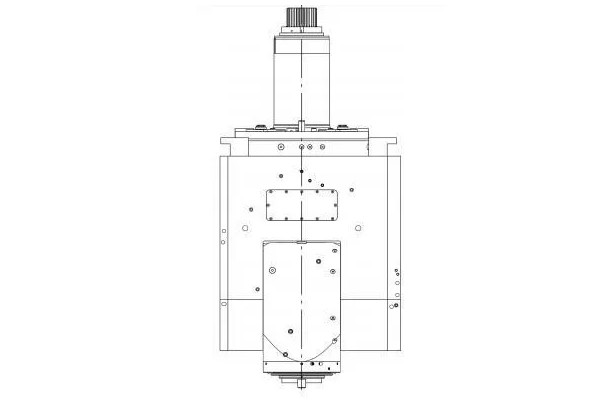
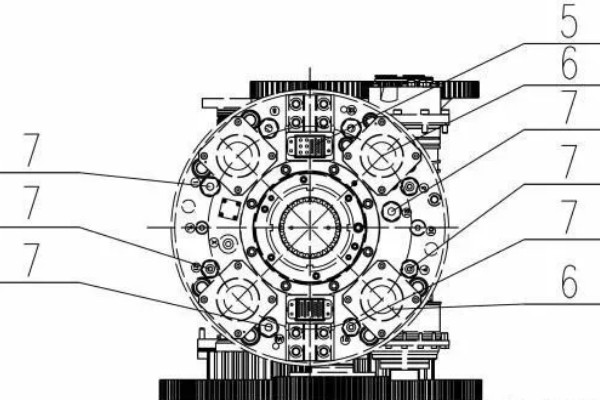
此万能头通过适配体4与滑枕连接,在适配体4上,安装了欧度插头5,它与滑枕端 面的欧度插头进行对接,是 B 轴内置电机 1 的电源。万能铣头通过 4 个拉钉 6 被精确的拉 紧在滑枕端面。在适配体 4 上,安装了若干个快换接头 7,通过这些快换接头,把冷却水,液 压油,气体等介质传递到万能铣头所需的各个位置。
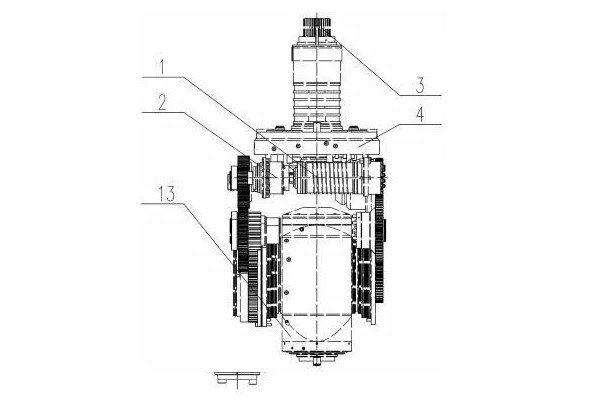
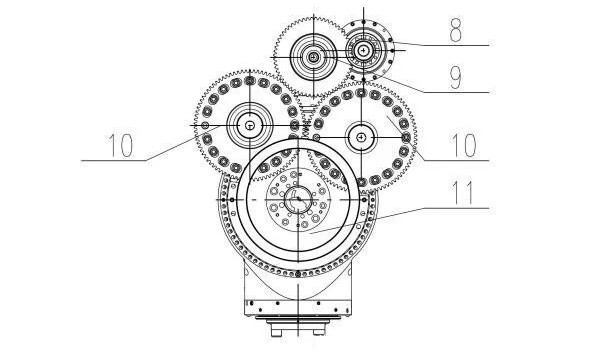
图 3a、图 3b 为 B 轴动力齿轮机构,B 轴动力齿轮机构的 B 轴内置电机 1 安装在万 能铣头壳体内,电机输出端连接减速比为 i=22 的行星减速机 2,减速机 2 的输出端连接 B 轴 一级齿轮轴 8,B 轴一级齿轮轴 8 通过齿轮结合连接到 B 轴二级齿轮轴 9, 由于 B 轴需要在 270 度范围内精确定位,所以 B 轴齿轮机构采用了机械双齿轮消隙的结构,
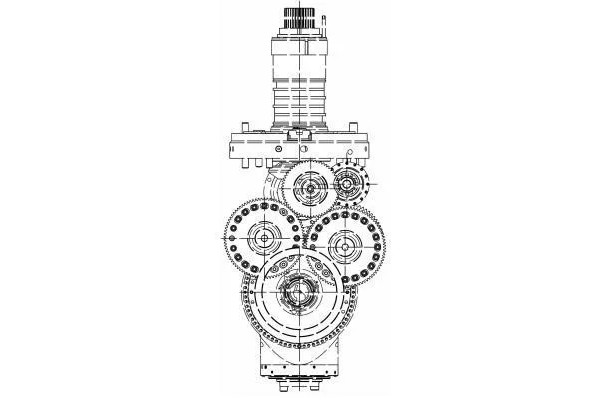
即 B 轴二级齿轮 轴 9 同时通过齿轮连接相同的双消隙齿轮 10,两个双消隙齿轮 10 采用反向预紧消隙后,连 接到 B 轴三级齿轮轴 11,B 轴三级齿轮轴 11 的输入端连接一个法兰盘 12,法兰盘 12 通过螺 钉把合连接到刀具主轴壳体 13 上,刀具主轴的旋转即形成所需 B 轴。
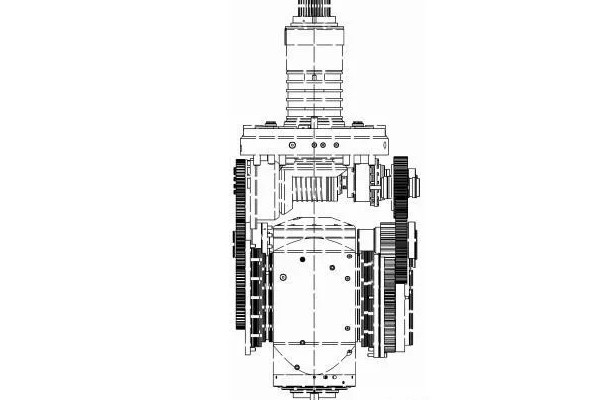
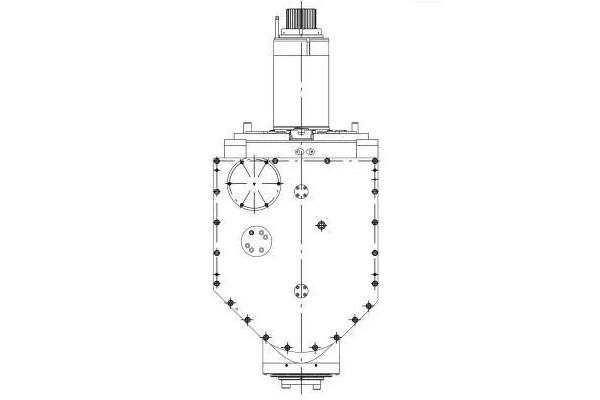
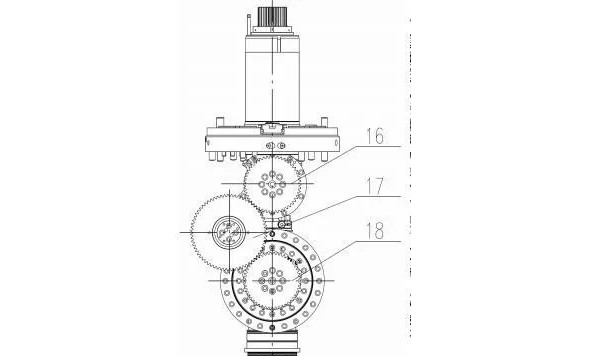
图 4a- 图 4b 为铣削动力齿轮机构,铣削动力齿轮机构的花键副 3 的下端安装第一 套伞齿轮副 14,通过过渡轴上的齿轮径向连接一至三级齿轮轴、一至三级齿轮轴径向连接 第二套伞齿轮副 :第一套伞齿轮副 14 连接到铣削一级齿轮轴 16,铣削一级齿轮轴 16 通过 齿轮连接到铣削二级齿轮轴 17,铣削二级齿轮轴 17 通过齿轮连接到铣削三级齿轮轴 18,铣 削三级齿轮轴 18 另一端安装第二套伞齿轮副 15,第二套伞齿轮副 15 连接到刀具主轴 19 上。B 轴内置电机将动力传递给行星减速机,经过降低速度增大扭矩的变化,
把动力传 递给 B 轴齿轮机构,齿轮机构的输出端通过法兰把合刀具主轴壳体,将输出的动力传递到 刀具主轴壳体上,使刀具主轴壳体在 270 度范围内进给旋转,形成 B 轴。刀具主轴壳体内安 装液压刀具拉紧机构。 给本设计带 B 轴自动旋转的高刚性万能铣头配置的电气见图 5,用户电网采用 TN-C 方式供电系统,机床电柜内部交流母线直接接在用户电网上,数控系统电源模块连接 在机床电柜内部的交流母线上,电源模块通过直流母线和设备控制 总线连接各数控系统 功率模块,以提供驱动电压及硬件识别。数控系统 PLC 通过变压器和稳压电源连接在机床 的交流母线上。
万能头 B 轴旋转轴电机电源线经过一个空气断路器连接在功率模块 B 轴的 输出口,通过数控系统 PLC 控制,使万能头脱开断电。万能头 B 轴旋转轴电机的电机编码器 和 B 轴光栅分别连接在功率模块的各编码器接口上,B 轴数控系统功率模块通过电机编码 器和光栅反馈位置信号完成对 B 轴电机的全闭环控制。C 轴旋转电机与主轴电机采用与 B 轴相同的控制连接方式。各模块动力线与编码器线在滑枕上端及滑枕内部均有链接插头, 以便拆卸滑枕和装配时断开使用。万能头 B 轴在滑枕下端单独设置可插拔的电器插头,用 来脱开万能头时使用。
万能头夹紧松开泵通过数控系统 PLC 控制其通断的空气开关接在机 床电柜内部交流母线排上。万能头锁紧松开阀及相应压力检测接在数控系统 PLC 上,参见 图 6,由 PLC 程序控制其动作。
万能头夹紧松开泵开始作业时,通过数控系统 PLC 控制万能 头夹紧松开泵的空气开关通或断,与在机床电柜内部交流母线排上的电源接通或断开。按 照程序进行激活、旋转、松开万能头动作。机床滑枕通过一对渐开线花键将铣削动力传递到万能铣头的铣削动力齿轮机构 中,通过两次伞齿轮变化动力传递的角度,将铣削动力传递到刀具主轴上,形成加工时所用 的铣削动力。