航空发动机为什么要采用整体叶盘?
航空发动机是飞机的“心脏”,也被誉为“工业皇冠上的明珠”,其制造集成了现代工业中的很多尖端技术,涉及材料、机械加工、热力学等多个领域。而随着各个国家对发动机性能的要求越来越高,处于研发、应用中的新结构、新技术、新工艺等依然在不断挑战现代工业的高峰。而其中一个对提高航空发动机推重比起到重要作用的,就是整体叶盘。

一、整体叶盘的优势
在整体叶盘出现之前,发动机的转子叶片需要通过榫头、榫槽及锁紧装置等连接到轮盘上,但这种结构逐渐无法满足高性能航空发动机的需求。发动机转子叶片和轮盘一体的整体叶盘随之被设计出来,目前已成为高推重比发动机的必选结构,在军用、民用航空发动机上都得到了广泛应用,主要有以下优点。
1. 减重
由于轮盘的轮缘处不需要加工出安装叶片的榫槽,轮缘的径向尺寸可大大减少,从而显著减轻转子质量。
2. 减少零件数目
除了因为轮盘和叶片成为一体,锁紧装置的减少也是重要原因。航空发动机对可靠性的要求极为严苛,简化的转子结构对提高可靠性有很大作用。
3. 减少气流损失
消除了传统连接方式中的间隙会造成的逸流损失,提高了发动机工作效率,增加了推力。
既减轻了重量又提高了推力,如此有利于提高推重比的整体叶盘自然也不是容易摘得的“明珠”。一方面,整体叶盘多使用钛合金、高温合金等难加工材料;另一方面,其叶片薄且叶型复杂,这都对制造技术提出了极高的要求。另外转子叶片出现损伤时无法单独更换,可能导致整体叶盘报废,修复技术又是另一个难题。
二、整体叶盘的制造
目前,整体叶盘的制造主要有三大技术。
1. 五轴联动数控铣削加工
五轴联动数控铣削加工由于其具有快速反应性、可靠性高、加工柔性好及生产准备周期短等优点,在整体叶盘制造领域得到广泛的应用,主要有侧铣、插铣和摆线铣等铣削方式。而确保整体叶盘加工成功的关键因素包括:
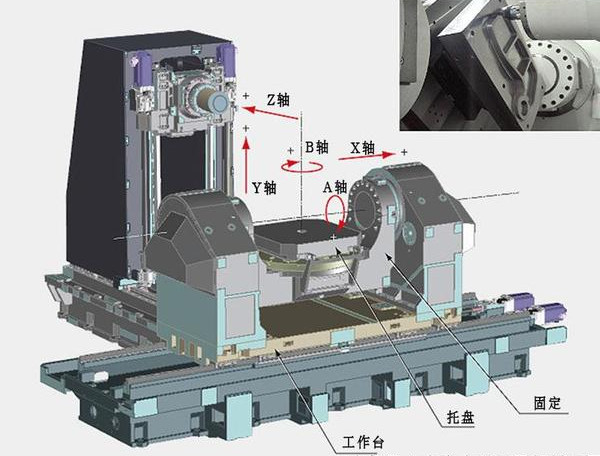
1)具有良好动态特性的五轴联动机床
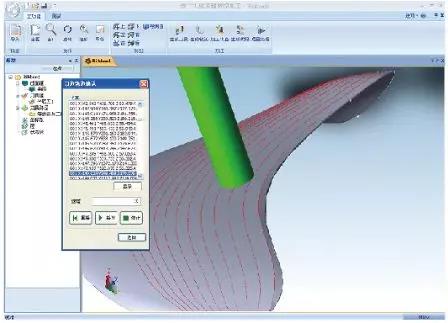
2)优化的专业CAM软件
3)专用于钛合金/高温合金加工的刀具和应用知识

2. 电化学加工
电化学加工法是一种优秀的航空发动机整体叶盘通道加工方法,在电化学加工中主要有电解套料、仿形电解加工以及数控电解加工等几种加工技术。
由于电化学加工主要利用的是金属在电解液中阳极溶解的特性,在应用电化学加工技术时,阴极部分并不会产生损耗,且加工中工件不会受到切削力、加工热等的影响,降低了航空发动机整体叶盘通道加工后的残余应力。
另外,相比于五轴铣削加工,电化学加工的工时大幅减少,且在粗加工、半精加工和精加工阶段均可采用,加工后不必再进行手工抛光,因此,是航空发动机整体叶盘通道加工重要的发展方向之一。
电化学加工航空整体叶盘
3. 焊接加工
对叶片进行单独加工,并在后期采用电子束焊、线性摩擦焊或是真空固态扩散联结等焊接技术将前期加工的叶片焊接至叶盘。其优势是可以用于叶片和轮盘材料不一致的整体叶盘制造。
采用焊接式加工时对叶片焊接质量要求较高,直接影响着航空发动机整体叶盘的使用性能和可靠性。而且由于焊接式叶盘所用叶片实际形状不尽一致,受焊接精度限制各叶片在焊接后位置不尽一致,需要采用自适应加工技术针对各叶片进行个性化精密数控铣削。
除此之外,整体叶盘的修复中,焊接是十分重要的技术,其中线性摩擦焊作为一种固相焊接技术,焊接接头质量高、再现性好,是焊接高推重比航空发动机转子部件较为可靠和可信赖的焊接技术之一。
三、整体叶盘的应用
1. EJ200航空发动机
EJ200航空发动机共有3级风扇,5级高压压气机。单个叶片通过电子束焊接到轮盘上形成整体叶盘,用在第3级风扇和第1级高压压气机上。整体叶盘与其他级的转子并未焊在一起形成多级整体转子,而是使用短螺栓连接,总体来说处于整体叶盘应用的初级阶段。
2. F414涡扇发动机
F414涡扇发动机中,3级风扇的第2、3级和7级高压压气机的前3级采用了整体叶盘,采用电化学方法加工而成。且GE公司还发展了一套可行的修理办法,在此基础上,风扇第2、3级的整体叶盘被焊接在一起形成整体转子,压气机第1、2级也焊成一体,进一步降低了转子的重量,提高了发动机的耐久性。
相比于EJ200,在整体叶盘的应用上,F414又前进了一大步。
3. F119-PW-100发动机
3级风扇、6级高压压气机全部采用了整体叶盘,且第1级风扇叶片是空心的,通过线性摩擦焊将空心叶片焊到轮盘上形成整体叶盘,使该级转子重量减少了32kg。
4. BR715发动机
在民用大型发动机中,整体叶盘也已经得到应用。BR715发动机采用五轴联动数控铣削技术加工整体叶盘,用在风扇后的二级增压压气机上,且前后两级整体叶盘焊接在一起形成整体转子。其在波音717上得到应用。