五轴机床对刀详解!
一.测量刀具长度


首先机床切换至手动模式,安装需用刀具!将主轴端面清理干净用主轴端面将对刀仪表针压至零位(用刀棒代替也行),做好这一步后我们打开参数面板的相对坐标,将相对坐标的Z值清零,然后再提刀用刀尖将对刀仪的表针压至零位,这个时候我们看相对坐标出来的差值就是刀具的长度了,我们需要将刀长输入至对应刀号的刀补当中去,这样我们这把刀的长度就计算好啦!
二.设置Z零点位置
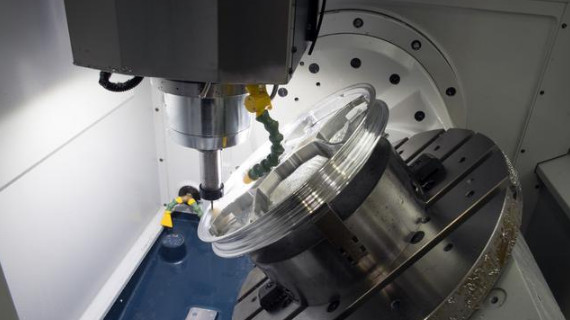
1.将旋转轴归零,利用刀具端面触碰工件顶部。



2.然后将当前位置设置为G54 Z零点,然后再减去一个刀具的长度,这样零点就是在主轴的端面了,并不是在刀具的刀尖,然后通过刀补来加工,原因就是RTCP(刀尖跟随)就是依照主轴端面来计算的!(当然现在也有系统支持更改系统参数将RTCP 放到刀尖位置。)